 Close
Close  Menu
Menu 
Category: Insights in Brief
Four Things You Need to Know about Probe Drilling and Pre-Grouting
This blog was originally published in 2017 and updated in 2022.
While probe drilling and pre-grouting have a long and successful history in drill and blast applications, their adoption for TBM technology has been more tenuous. Continuous probe drilling and pre-grouting was first pioneered in Norwegian hard rock D&B tunnels, where they have since been used with great success to detect ground conditions and consolidate weak rock ahead of the excavation face. If these methods have great potential to allow TBMs to excavate in difficult conditions, then there must be a knowledge gap. Here, we highlight four key things to know in order to get the most out of probe drilling and pre-grouting.
Number 1: There are always Pros and Cons
Much of the reluctance to adopt probing and grouting is based on a belief that the overall impact on the project schedule and TBM advance does not usually make up for the benefits provided. However, the benefits can be dramatic when compared to alternatives such as stuck TBMs, bypass tunnels, and other costly delays to the project schedule. The ability of a grout curtain to cut off or reduce water ingress and stabilize weak zones is unique to the method. This result has also been proven on hundreds of D&B projects over decades. When tunnel projects such as India’s Tapovan-Vishnugad Hydroelectric Project are considered, where a Double Shield TBM was brought to a halt following a massive influx of mud and water, the benefits seem clear.
There are other barriers towards industry acceptance besides time, however, and that is the perception of cost (both of course being related). In particular, in mountainous conditions or when tunneling downhill, probing may be the only practical approach towards risk mitigation, and pre-grouting may be the best possible option to control water inflows. When the cost of a stuck TBM is considered as the alternative, continuous probe drilling is looking pretty good.
Number 2: The Right Program and Machine Design can make all the Difference

Though the industry view of probing and pre-grouting tends toward the conservative, there are multiple ways to reduce impact to time and budgets while maximizing the benefits:
Plan and optimize the downtime for maintenance and cutter changes to minimize the downtime caused by probing and grouting
Proper scheduling may be one of the easiest ways to reduce downtime compared with current industry standards. To efficiently perform probe drilling and potentially pre-grouting in a TBM process, it is essential to plan the interventions and remove them from the critical path of the TBM process. Detailed planning should be done to coordinate the maintenance and cutter changing stops to the probing intervals. As an example a daily maintenance shift could be sufficient time to complete a grouting umbrella, with the correct TBM set up.
Analyze the drilling performance in detail
To get the most out of probe drilling and pre-grouting, detailed measurements of the advance rates of the probe drilling and the grouting pressure should be done. These measurements enable proper prediction of the ground ahead of the TBM. The drilling could be measured manually or automatically with Measurement While Drilling (MWD) systems, which are commonly used in D&B applications. The MWD system is used to analyze the rock in detail (hardness, water content, rock mass properties, etc.) and can be used to generate 3D-models of the rock mass in order to decide on the rock support or for documentation purposes.
Choose the right TBM Design
Ultimately, choosing the right TBM type can significantly cut time and cost. A customized machine, whether shielded or open-type, can be designed for accurate and continuous probe drilling. While it might seem that a shield machine would have limited drilling trajectories, machines like the Single Shield TBM for New York’s Delaware Aqueduct Repair offer 360-degree probe drilling paths using multiple drills, as well as probe drilling under pressure using down-the-hole hammers through ports sealed with ball joints. No matter what is needed, planning during the TBM design phase will most certainly cut downtime and costs later on.
Number 3: It has been Successful on Difficult TBM Projects
 Though 100% probe drilling and pre-grouting has not yet been used extensively on TBM projects, successful examples can be found worldwide. At Canada’s Seymour Capilano Water Filtration Tunnels, using two Robbins Main Beam TBMs, 100% probe drilling (with minimum overlap) and pre-excavation grouting were specified as part of the twin down drives of the Seymour Capilano tunnel project. This was due to the down gradient of the tunnel under high cover where there was a moderate risk of encountering significant inflows. Fortunately the actual groundwater inflows were much less than originally anticipated and so very limited pre-excavation grouting was required. Probe drilling was continuously carried out during TBM excavation, and while it had an impact on progress in the early days, once the crews became familiar with the equipment and procedures the work activity became efficient, and was successfully implemented with minimum impact to progress. Success stories like this are common in deep rock tunnels around the world.
Though 100% probe drilling and pre-grouting has not yet been used extensively on TBM projects, successful examples can be found worldwide. At Canada’s Seymour Capilano Water Filtration Tunnels, using two Robbins Main Beam TBMs, 100% probe drilling (with minimum overlap) and pre-excavation grouting were specified as part of the twin down drives of the Seymour Capilano tunnel project. This was due to the down gradient of the tunnel under high cover where there was a moderate risk of encountering significant inflows. Fortunately the actual groundwater inflows were much less than originally anticipated and so very limited pre-excavation grouting was required. Probe drilling was continuously carried out during TBM excavation, and while it had an impact on progress in the early days, once the crews became familiar with the equipment and procedures the work activity became efficient, and was successfully implemented with minimum impact to progress. Success stories like this are common in deep rock tunnels around the world.
Number 4: Knowledge Level is Key to Success

As with many developments in the tunneling industry, probe drilling and pre-grouting are seen from the view of risk sharing. Risk sharing could entail clearly defined specifications and payment provisions that allow for fair compensation to the contractor so they will not be reluctant to accept the approach, for example. Clear design and environmental criteria need to be established, so the execution of probe drilling and pre-excavation grouting involve the opinion of the contractor, the design engineer, and equipment supplier. In some cases, for example, the contractor may choose to accept moderate inflows that are manageable and do not impact excavation progress.
Training in the operations of probe drilling and pre-grouting will also necessarily lead to greater acceptance. While there is some training available at colleges that offer mining and tunneling degree programs, much of the training for such operations is necessarily hands-on and experience based. With an experienced workforce, the negatives of probe drilling and pre-grouting are greatly reduced. Such hands-on training is currently being provided by Robbins on several projects using a combination of classroom instruction and jobsite operation for crews who are not familiar with the methods.
Ultimately, the adoption of probe drilling and pre-grouting on TBMs is something that must be recognized as an overall benefit to the industry in difficult ground conditions. The technology is well developed in D&B tunneling, and it has been field-tested for decades. It is, in our opinion, the best method of accurately detecting and treating poor ground conditions in front of the TBM.
Tunneling in Karst: Your Questions Answered
On November 18, 2020 we held a webinar on a unique recent project, France’s Galerie des Janots. Crews utilized a 3.5 m diameter Robbins Main Beam TBM to bore a 2.8 km long tunnel through limestone with karstic features, with some surprises: Two uncharted caverns up to 8,000 cubic meters per size in the bore path of the TBM. To find out how the crew overcame the challenges, watch the video here:
We held a question and answer session during our event that was not recorded and wanted to share some selected Q & A with you below.
Question and Answer Session
Q: What type of karst was predominant along the alignment?
A: The karst was a kind of weak limestone formation. Very soft with a tendency to get pasty – like chalk in water.
Q: Could another type of TBM have been used in the geological conditions (limestone with karst)?
A: It was a rather small diameter tunnel and the less structure you have with the machine, the better. A shielded machine with segments at this diameter can work – but when in bad rock and you need to do something, the shield can become an obstacle to access the rock. We think the Main Beam machine was the best option and provided full access to the tunnel walls and strata.
Q: Do you think an EPB or Slurry machine could have been used in this tunnel?
A: I do not think so. When in rock, you will struggle with EPB or Slurry TBMs–producing conditioned muck or building up a filter cake and pressurizing the chamber will be very difficult to make happen in these conditions. However, our Crossover type machines do provide for operation in various modes and can run from rock into soft material.
Q: One of the typical challenges faced with karst is high water ingress. Can an open face machine deal with that?
A: Here we did not have water ingress, and did not have karstic aquifers either, so it was sufficient to employ normal water pumping. An open machine provides full access to the tunnel walls and the face. So, you can inject and fight the water ingress better compared to a shielded machine.
Q: In the Middle East, we had a project that, during pilot tunnel drilling in front of the cutterhead, resulted in sudden inrush of water ,which led to flooding inside the TBM. What types of mitigations measures do you recommend to overcome flooding risk?
A: A TBM can be furnished with doors and chutes at the relevant points to stop water ingress. A very appropriate tool is a so-called Guillotine Door, which is assembled to the muck chute above the TBM conveyor and allows for quick closing. Also, TBM conveyors can be furnished with a water-tight plug door, which can seal the machine when pulling back the conveyor. For sure, submersible pumps are needed, and to stop the water ingress, injection grouting should be used.
Q: What is BEAM Technology and was it able to successfully predict any real detected cavities before the TBM excavation?
A: BEAM Technology stands for Bore-tunneling Electrical Ahead Monitoring. BEAM is a ground prediction technique using focused electricity-induced polarization to detect anomalies ahead of the TBM. Yes, they were able to predict a cavity using BEAM on this TBM, see drawing below courtesy of Geo Exploration Technologies. The red spot spot in the colored band clearly indicates the location of the cavity, and the picture verifies that it was found at that location.
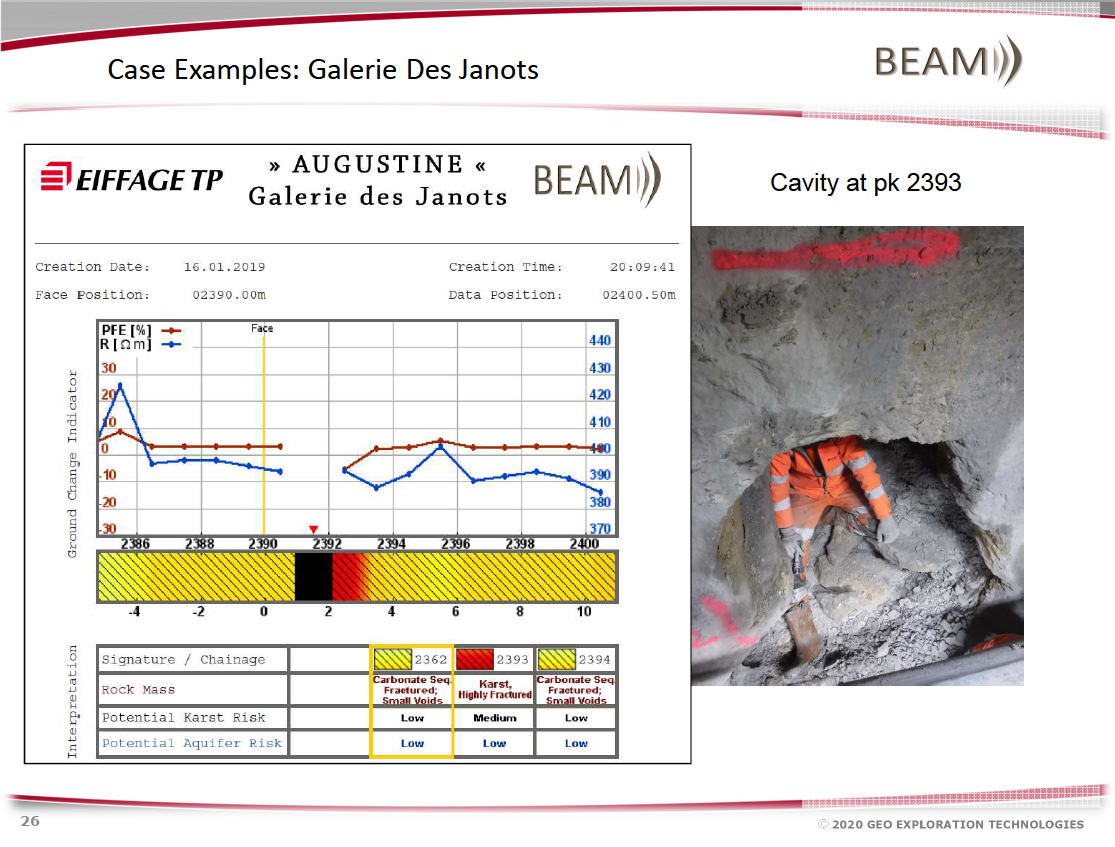
Detection of a cavity using BEAM at Galerie des Janots.
Q: What type of material did you use to fill the cavities?
A: It was mainly concrete reinforced with steel mesh and wood structures.
Q: How did they move past the first cavern and did ground support change during tunneling?
A: To cross the cavern space, crews erected a 4 m high wall of concrete so the TBM would have something to grip against (see picture below). The TBM was started up and was able to successfully navigate out of the cavern in eight strokes without significant downtime to the operation. Shotcrete was also employed – as long as necessary. Rock conditions changed often in this tunnel.

Reinforcement of the first cavern at Galerie des Janots.
3 Ways to Bore More Efficiently in Extremely Hard Rock: Maximize your TBM Advance through Minimized Downtime
When the rock seems unbreakable, stresses are multiplied: The cutters must be stronger, the TBM more durable, and the operation optimized to keep equipment running smoothly. Once rock hardness rises beyond 180 to 200 MPa UCS, the limits of cutting tools are put to the test.
Given the clear risks of excavating massive, hard rock, how can tunnellers set themselves up for the best possible chance of success? The combination of knowledgeable personnel, properly designed equipment, and rigorous TBM operation and maintenance are making excavation of hard rock—even extremely hard rock strengths of 300 MPa UCS or more—possible.
1: Consider your Cutting Tools
Cutters are a significant factor for efficient excavation when rock is extremely hard. To that end, Robbins has developed Extra Heavy Duty (XHD) rings for projects where Heavy Duty (HD) rings are close to their design limit in terms of the thrust force required to break the rock. The XHD rings resist chipping, mushrooming, and other damage that can occur in very hard rock conditions. Enhanced heat treatment gives the discs increased hardness and strength without the normally-associated reduction in fracture toughness.
The rings have a proven track record: they’ve been put to the test at several jobsites, including Norway’s Røssåga headrace tunnel bored in rock from 200 to 280 MPa UCS. Initially, HD cutters mounted on the Main Beam TBM’s cutterhead experienced low cutter life in the range of 100 to 150 cubic meters bored per cutter. XHD rings were gradually introduced onto the cutterhead to determine what, if any improvement in cutter life could be obtained. It is likely that the performance in the very hard sections was improved by a minimum of 25%. The benefits of the XHD are also likely to explain the superior cutter life for the remainder of the project, even in the relatively softer ground.

The rock at Norway’s Røssåga headrace tunnel averaged from 200 to 280 MPa UCS, requiring XHD rings.
2: Optimize Penetration Rate
Harder rock requires equipment that can stand up to high stresses. Penetration rate and thrust are exponential functions. The first rule is: Push as hard as you can. The more thrust the better. A machine with a robust steel structure is needed to take the higher loads without damage.
But penetration rate is trickier: The overall goal in hard rock should be to operate TBMs as efficiently as possible to maximize production. This means increasing penetration per revolution as much as possible. Consumption of cutterhead wear parts is related to the number of revolutions of the cutterhead, so it follows that increased penetration per revolution will result in fewer total revolutions of the cutterhead, reduced consumption of wear parts and fewer cutter changes for the duration of the tunnel.
The TBM Operator should therefore be looking for the best advance at the lowest RPM, because lower RPM reduces wear on the outer cutters and periphery of the cutterhead. Robbins has conducted site tests at multiple sites over several years showing that a lower RPM achieves the same and often better penetration rates than a higher RPM in hard rock. This can be clearly seen in the data: For example, on an 8 m diameter cutterhead, the circumference is 25.12 m. At 10 RPM during TBM operation, this would mean 251.2 m of travel in one minute. If the speed is reduced to 8 RPM, the distance would be 200.9 m of rotation—a full 50 m less in one minute. That is 3000 m less per hour, reducing wear substantially.
Malaysia’s Pahang Selangor Water Tunnel was a good example of this phenomenon. What is now the longest tunnel in Southeast Asia, at 44.6 km, required excavation using three 5.2 m diameter Main Beam TBMs mounted with 19-inch disc cutters. The machines operated in abrasive granitic rock exceeding 200 MPa UCS, up to 1,200 m below the Titiwangsa Mountain Range. RPM trials were conducted on the three TBMs, showing that an increase in penetration rate per revolution of 15 to 20 percent could be achieved by decreasing the RPM from between 11.5 and 12 to just 9.5. While the overall advance rate was lower because of fewer revolutions, downtime was decreased and cutter changes were reduced by as much as 19%. The overall time savings more than made up for the decreased advance rate.
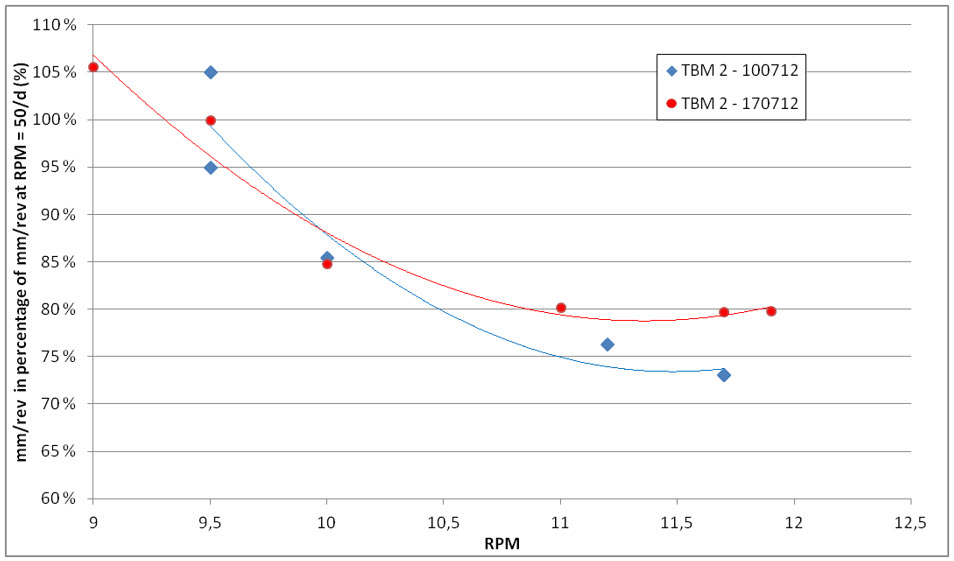
In site tests, reduced RPM resulted in increased TBM penetration rates.
3: Your Crew is the Key
Knowledgeable operators are key in hard rock: there needs to be a balance between cutterhead speed and thrust force. An experienced TBM Operator will be able to identify when ground conditions change and react accordingly. In addition, knowledgeable operators know how to react if varying rock strengths are present in the excavation face. The most effective way to prevent impact loading in such conditions is to reduce cutterhead speed and penetration rate per revolution.
Maintenance is another key point and is especially important for extremely hard rock conditions. At the start of a project it is recommended to set a maintenance period for each day, say four hours out of each 24-hour period, which enables the crews to become familiar with the maintenance regime. This equates to approximately 24 hours of maintenance in a 6-day working week. Cutter change time can take up substantially more than four hours per day in hard rock tunnels, so once the crews are familiar with the maintenance tasks they are best carried out concurrently with cutter change operations.
Cutterhead inspections should be carried out on a regular basis to enable worn, damaged or blocked cutters to be replaced as soon as possible. Boring with even one blocked cutter can result in a cascading type wipe-out, which will progress rapidly in a chain reaction effect through multiple cutters if not immediately recognized. In hard rock this can also result in damage to the cutterhead over the course of just a couple of boring strokes. The same applies to the inspection of the bucket lips—these should be performed regularly and the bucket lips kept in good condition.

A crew member inspects a TBM cutterhead.
The Takeaways
Overall, ensuring success in some of the most difficult rock in the world requires pre-planning with proper machine design, good cooperation by all parties involved, a knowledgeable crew, and dedicated maintenance. More than that, it also takes some experimentation on the part of the contractor or those overseeing the TBM operation. Contractors can look at different cutter types and test the parameters of TBM operation, do regular penetration tests, vary the RPM, and vary the thrust to see what gets the best cutter life and the best TBM performance. Taking the time to do such testing can make all the difference between a successful project and an unsuccessful one.
Lastly, new and innovative cutter designs and housing designs exist for extremely hard rock. Consider XHD cutter rings, cutter mountings with hardened replaceable seats, and other designs that may be in development or available for testing.
A Brief History of Rapid Excavation in 7 Key Points
Rapid Excavation: It’s a term bandied about throughout our industry, but what does it mean? It’s considered by many to be the ultimate goal in TBM tunneling—machines that reliably complete projects on time (or early) with faster rates of excavation, regardless of conditions. However, speeding up a project schedule is not as straightforward as pushing a machine harder, working longer hours, or increasing your crew size. The issue is complex, and we’ve put together 7 key points to help you navigate it.
1. Consider the Entire Project Schedule
First of all, consider that increasing the excavation rate may not be the only way—and indeed may not be the best way—to speed up a project schedule. The generalized graphic below illustrates my point: TBM excavation often makes up around 25% or less of the total time to complete a public works tunnel. In fact this is a conservative value as by many estimations the total project time is often 15 years. Even if we were to increase the excavation rate by several times what TBMs are currently capable of, it wouldn’t significantly speed up project delivery.
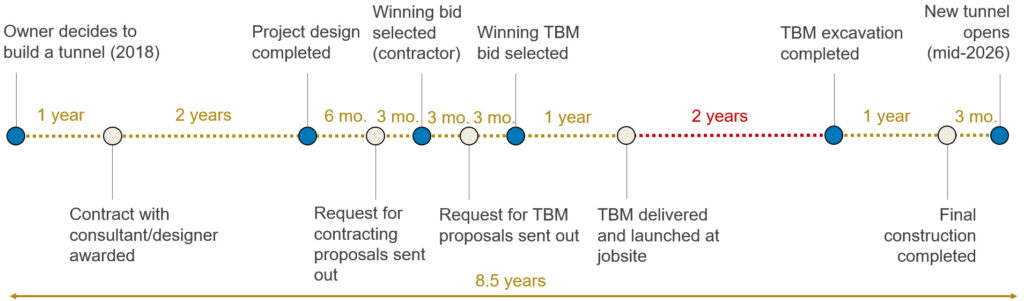
Figure 1. Generalized process of delivering a public works tunnel. TBM excavation show in red.
Shortening the decision-making process or the design and consulting process is much more feasible than creating a “super-fast TBM” and would have a bigger impact on the project schedule as well.
2. Know the Facts about TBMs
TBMs are fast, and they’ve been fast for decades. In fact, 50% of all known TBM world records were set more than two decades ago. Much of the seeming lack of progress is illusory–it has to do with the fact that modern tunnels are being built in ever more difficult geology, while more stringent health and safety standards put necessary limits on the excavation process, among other things. Today’s TBMs are capable of boring in harder rock, in higher water pressures, in mixed ground conditions and a host of other environments that would have been impossible in the 1970s and 1980s. And they do it while performing well; indeed, at much higher rates than conventional excavation. The below chart is a good illustration of just how far TBMs have come in recent years.
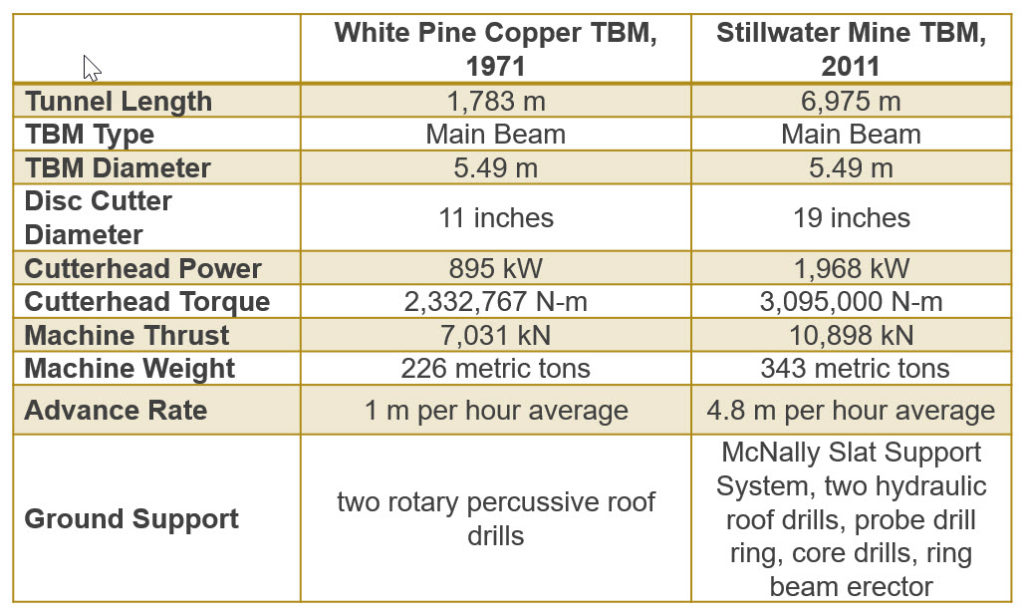
Figure 2. The long way that TBMs have come since the 1970s.
3. Know That Productivity Has Vastly Improved
There have been some recent articles looking at decreasing productivity in the construction industry overall, such as this article in The Economist. While the productivity of the overall construction industry is up for debate, productivity is not decreasing in the tunneling industry. Moreover, productivity is incredibly reliant on each project’s limitations and requirements. When considering productivity, think about logistics, geology, and data.
Based on decades of field data, we’ve found that a typical TBM heading is two to three times faster than a drill & blast heading. This effect is more pronounced the longer the tunnel drive, and more than makes up for the typically longer lead time to acquire and mobilize a TBM.
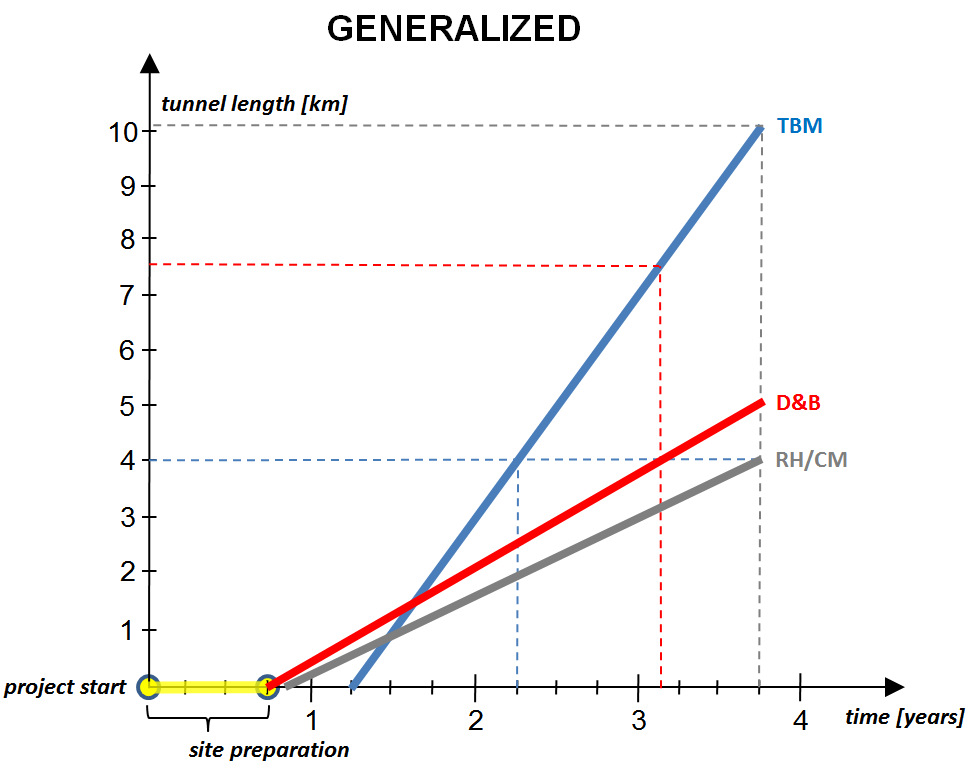
Figure 3. TBMs are two to three times faster on average than drill & blast and multiple times faster than a roadheader.
So it’s safe to say that TBMs are the way to go for more productive tunneling in all but the shortest tunnels. Logistics is the other key: scheduling of crew and materials, particularly in long tunnels, is so important. This is doubly so if using muck cars. For this reason, using continuous conveyors for muck removal is more efficient, as the removal process does not need to stop for personnel and material movements. In fact at least 75% of all TBM world records were set while using a continuous conveyor for muck removal.

Figure 4. Today’s conveyors are capable of hauling 1,800 metric tons per hour or more.
Lastly, consider geology when planning the construction schedule. Even a customized machine with streamlined logistics will bore more slowly in fractured volcanic rock with significant fault zones than in competent sandstone. Setting the excavation schedule requires a close look at geology and the excavation rates of recent projects in those conditions.
4. Identify the Bottlenecks
The bottlenecks must be identified and alleviated if productivity is to be increased. Think about the operations that can be done simultaneous with boring that are now done separately:
- Applying a Concrete Lining: Continuous concrete lining can be done concurrent with boring in many cases. This type of lining eliminates the separate operation of lining a tunnel with segments. Waterproofing membrane can be applied with a membrane gantry if needed
- Increasing Automation: Processes such as cutter changes and segment erection can and are being fully automated on research projects in the industry. Full automation could significantly reduce downtime
- Eliminate re-grip time: When setting segments and thrusting off rings, elimination of re-grip time could be key to increasing advance rates. New innovations such as helical segments are promising to do this through a simple change in segment architecture
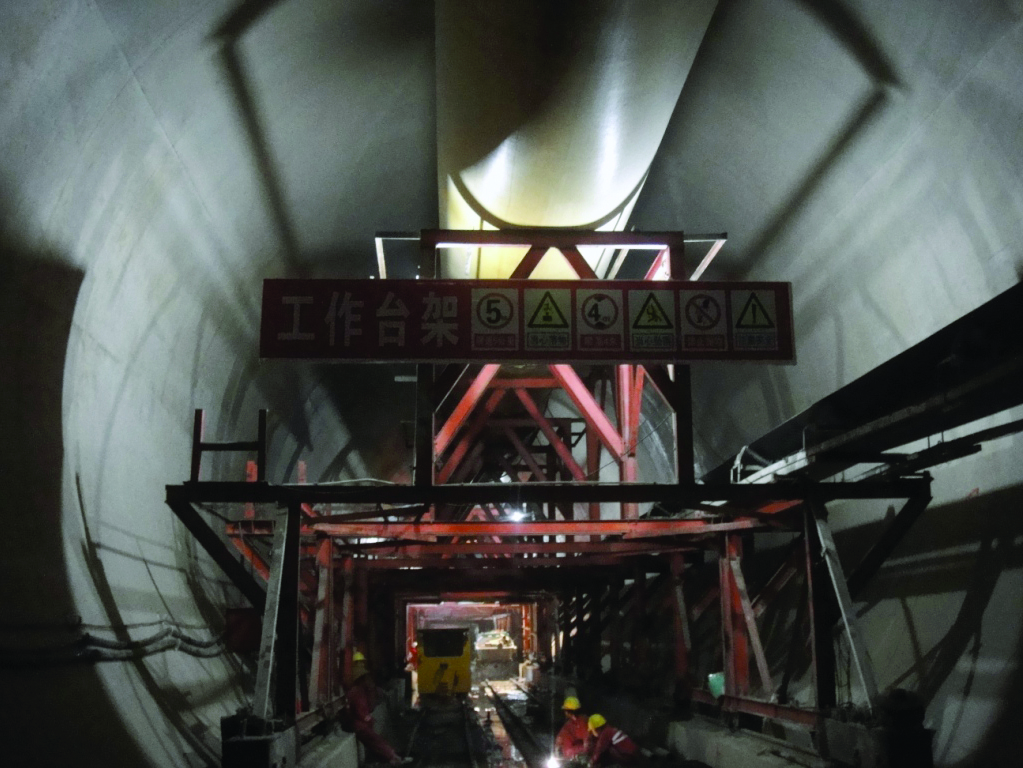
Figure 5. Continuous concrete lining applied behind a Main Beam TBM.
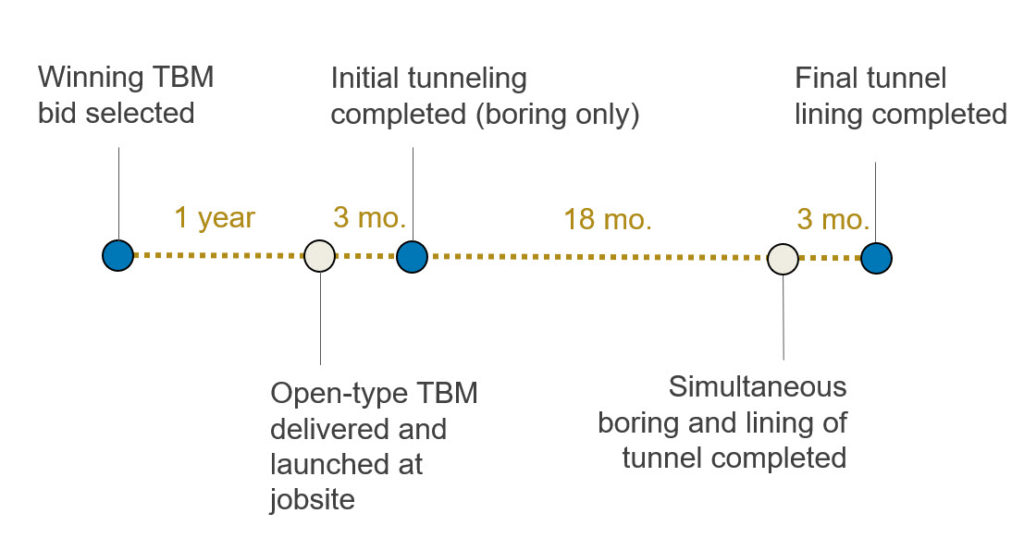
Figure 6. By boring and lining the tunnel simultaneously with a final, continuous concrete liner, a substantial amount of time—perhaps six months—could be shaved off of the excavation schedule (as compared to previous example that showed two years’ excavation time).
5. Understand the Limitations
There has been talk in our industry of making TBMs excavate up to ten times faster. While this is all well and good to aim for, in many cases it may not be realistic. For example, when boring in soft ground using EPB TBMs the penetration rate is limited by material flow and additive permeation. Boring at faster rates could cause heave in front of the TBM followed by subsidence at the surface.
So how could we bore faster in softer ground? It would require a change in the mechanism of excavation—no short order. It would require a better way of holding pressure than the screw conveyor can currently achieve. This is just one of many examples where physical limitations are the barrier to speed, not efficiency.
6. Think Outside the Circle
The possibilities for tunnel construction in the future are intriguing. Consider non-circular tunneling machines, of rectangular, square or other shapes. How much efficiency could be gained by creating a tunnel that requires no back-filling or invert segments to create a flat tunnel invert? Robbins has been exploring these types of machines for decades, with machines such as the Mobile Miner, seen here.

Figure 7. The Mobile Miner was developed in years past to bore non-circular tunnels.
7. Promote Industry R&D
Lastly, there are things all of us in the industry can do to advance technology towards faster and safer tunneling. R&D in our industry is necessarily incremental as technology must be tested for safety and efficacy. But the rate of advancements could be sped up with better funding and closer cooperation between owners, consultants, contractors and TBM suppliers.
9 Things to Consider When Choosing a TBM: A Checklist
Purchasing a Tunnel Boring Machine is no small consideration. Many factors are equally important to the price, and they can mean the difference between project success and significant downtime. Download our complimentary checklist to learn about the nine most important things to consider:

Learn more! Download the checklist for choosing a TBM here.
5 Things DGS can do for your TBM Operation in Difficult Ground
Difficult Ground Solutions (DGS) is a suite of options that can be added to a shielded hard rock machine or Crossover machine to better enable advance when conditions are unknown or difficult conditions are anticipated. While each of these items is not new, the concept of installing them on a machine from the start, and of using them in concert to provide better visualization and performance in the most challenging ground, is. The uses and advantages of DGS are various and wide-reaching.
Number 1: DGS can act like risk insurance.
Yes, risk insurance. While one can argue that risk insurance is not needed—and of course if a tunnel were in entirely homogeneous, medium strength, self-supporting rock, under a medium amount of cover, I would tend to agree—there is a problem with this argument. That scenario exists only very rarely. At Robbins, we are seeing more tunnels being planned in mountainous, remote regions where an accurate GBR cannot be obtained. More tunnels planned through multiple fault zones and mixed face conditions. More tunnels planned in suspected karst conditions and in rock where large water inflows may occur. It is a trend we’ve observed arcing upward, and with these high-risk projects it seems prudent that an equipment manufacturer should strongly recommend risk insurance. We’ve done that the only way we know how: by calling on our extensive experience to develop, test, and provide various solutions that can be added to a TBM at the beginning of the project. These features mitigate the risk of getting stuck in unforeseen (or foreseen) challenges that might come up in a tunnel drive.
This risk insurance works like any other type of insurance—it must be purchased before the actual event happens. Waiting until a machine encounters a given challenge—where it may become damaged, stuck, or irretrievable—is not an adequate plan for difficult conditions. Sure, some of these options can be added in the tunnel, but such an operation is far from ideal. Risk insurance is best purchased during the TBM design phase, long before the machine is built and launched.
Number 2: DGS can get your TBM through a fault zone or squeezing ground where it might otherwise become stuck.
If fault zones or squeezing ground are known or suspected, or if there is even a possibility of encountering them, this can greatly affect your TBM operation. Shielded hard rock machines protect your crew from the surrounding ground, and they can bore and line a tunnel efficiently, but in fault zones and converging material they need some of the features of an EPB machine to keep advancing. Avoiding a stuck machine is paramount to project success. Luckily, DGS uses several ways to avoid the problem of a machine becoming stuck. The first of these is multi-speed cutterhead drives. These drives effectively give the machine multiple modes of operation—high speed, low torque for hard rock, and low speed, high torque for difficult ground. Designing a machine with high-torque, continuous boring capabilities allows that machine’s cutterhead to restart with break-out torque in difficult ground. The net effect is that the machine can keep boring in the event of a face collapse and can effectively bore through fault zones and running ground where the potential for cutterhead jamming exists. Going one step further, multi-speed gearboxes give the machine the ideal EPB-type torque if larger sections of soft ground are anticipated.
Secondly, TBMs can get through squeezing ground and faults using Continuous Shield Advance. This design utilizes a stepped shield configuration—where each successive shield is slightly smaller in diameter—to avoid becoming stuck in converging ground. External shield lubrication is an added insurance against becoming stuck, using a series of radial ports that can pump Bentonite into the annular space to act as a lubricant in squeezing material.
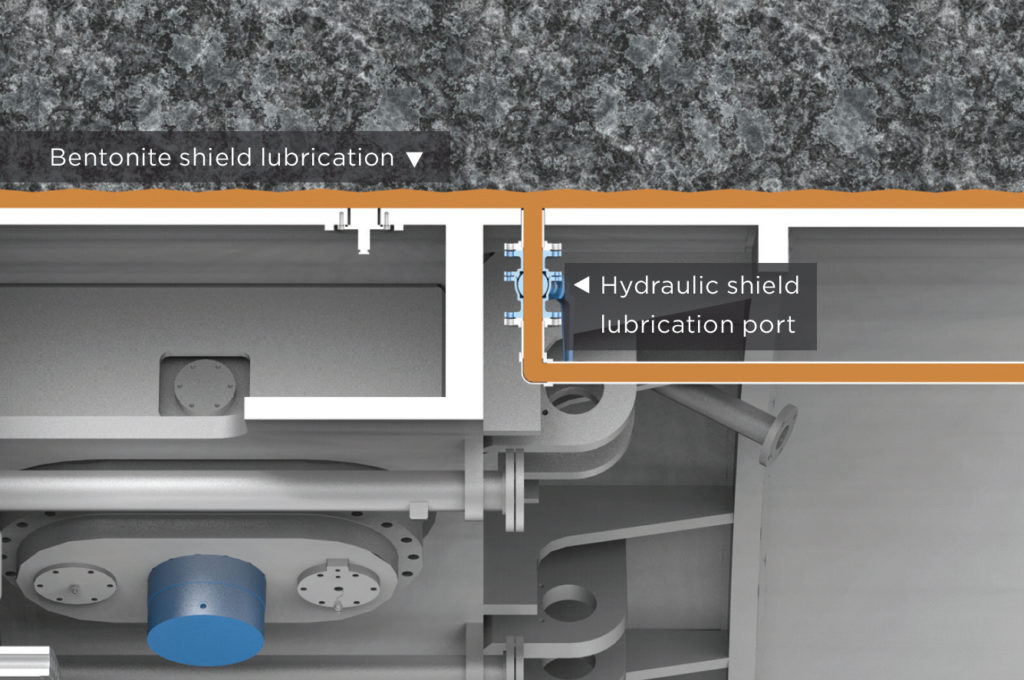
Hydraulic shield lubrication allows for Bentonite (orange) to be pumped into the annular gap.
As a last effort, if a machine has already become stuck the TBM can utilize augmented, or “super” thrust. Additional thrust jacks can be added to supply an extra boost in a short stroke, generating enough force to break loose a trapped shield.
Number 3: DGS can keep your crew safe and save your TBM in the event of a massive inrush of water.
Water is an ever-present part of tunneling underground, but unexpected large inflows can damage a machine and grind a TBM operation to a halt.
In the event of a large inrush of water, a guillotine gate on the muck chute can effectively seal off the muck chamber of a Single Shield TBM to keep the crew safe as well as keep the machine from becoming flooded out. This system is termed “passive” water protection because the TBM is stopped in place (not actively operating). During that time the crew can then work to grout off water inflows and dewater the chamber to control the flow before they begin boring again. The grouting crew also have the added assistance of back pressure to assist in grouting.
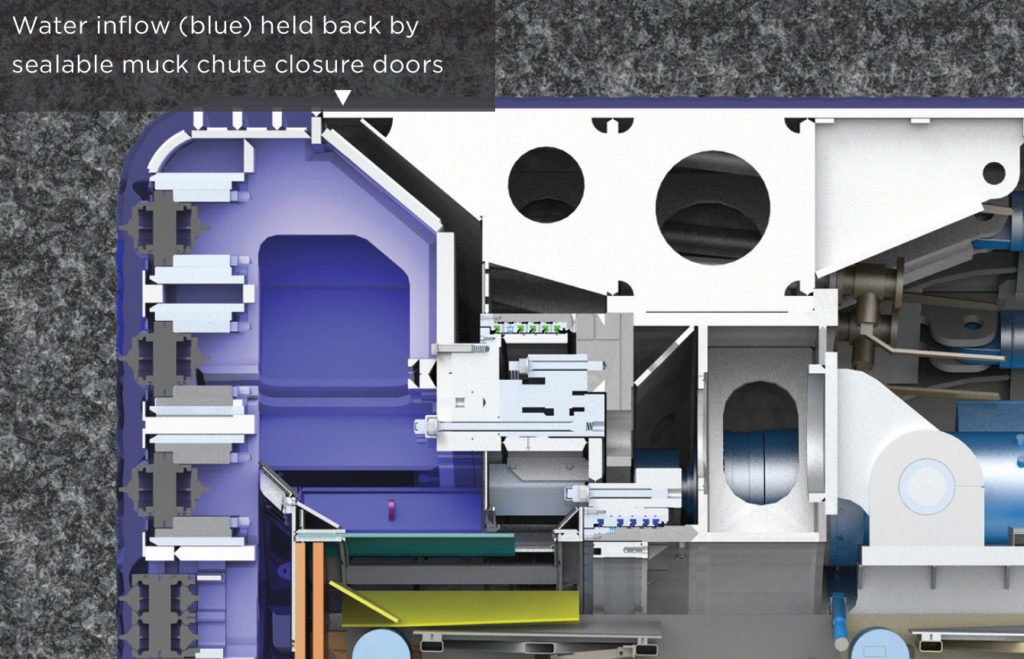
Water Inflow Control can passively seal a Single Shield TBM against water (blue) via a guillotine gate.
Number 4: DGS can improve your visualization of the ground around the TBM.
Probe drilling is an essential part of visualization, and, combined with grouting, it can also fall under the heading of water control. We’ve learned that, in difficult ground, more is better. Multiple probe drills, and more drill ports in a 360-degree radius, are always going to give an advantage. We’ve taken this lesson to heart, and have installed multiple probe drills on many of our new shielded machines, with ports to provide probing patterns in a 360-degree radius. High-pressure grout injection can be done through these same ports to stabilize ground up to 40 m ahead of the face (or more if using specialized drills). The type of grout injected can also be specialized—for example chemical or polymer grout can be used to seal off groundwater. Lastly, a rotary forepole drill can be installed behind the cutterhead support to allow for ground consolidation around the shield periphery. The forepole drill is of particular use in fractured rock and fault zones. These drills are the mainframe of a visualization plan that can ultimately create an in-tunnel GBR as the machine advances: of particular use when no accurate GBR can be created due to topography, high cover, etc.
But what if you suspect the ground around your TBM is converging? What if you want to get a look at the actual rock face in the safest possible manner? There are DGS options for these types of visualization as well. For squeezing ground detection, a hydraulic cylinder can be mounted on top of the shield and connected to the TBM’s PLC. It measures the shield gap in the tunnel crown, so that if squeezing or collapsing ground is detected the crew can take countermeasures. These measures include using bentonite lubrication, crown or face rock conditioning, or planning ahead to use another system in the area before the machine can become stuck. For getting a better look at conditions ahead of the machine, a cutterhead inspection camera can be used to remotely inspect the boring cavity without intervention, and to check water levels ahead of the TBM. While these cameras have been used to monitor mixing chambers and perform cutterhead inspections in soft ground TBMs, their use in hard rock machines has been much more limited. In the new ground investigation system, the probe and injection holes in the cutterhead and front shield are specifically designed to accept these cameras.
Number 5: DGS can save you time and money.
The old adage “the best-laid plans can go astray” applies particularly well to tunneling. There are many unknowns, even with an adequate GBR in hand. Making an initial investment on DGS features when your TBM is still in the shop is far less costly than installing them in the tunnel after a major stoppage. These features can mean the difference between a successful operation and a stuck TBM requiring a bypass tunnel or worse. TBMs with DGS features also produce better advance rates in adverse conditions such as fault zones (see our recent projects Kargi and TEP II as good examples of this). Better advance rates mean your project is more likely to stay on schedule and on budget. And who wouldn’t want that?
Want to find out more about DGS and its successful use in the field?
Check out these white papers:
Difficult Ground Solutions: New TBM Solutions carve a path to Success
Recent Posts
- Tunneling in Turkey: The Esme Salihli Railway
- Incredible India: Machines on the Move in Agra and Delhi
- Notice of Retraction and Apology
- Four Things You Need to Know about Probe Drilling and Pre-Grouting
- The Latest Updates: Records in Toronto, the News from Nepal, and More