 Close
Close  Menu
Menu 
Archives: Projects
The Channel Tunnel
Project Overview
 The Channel Tunnel, one of the world’s most famous tunnels, is a 50 km (31 mi) tunnel under the English Channel linking Great Britain to France. This link consists of three parallel tunnels running for 39 km (24.2 mi) under the sea. Two Main Rail Tunnels, about 30 m (98 ft) apart, carry trains from the north and from the south. In between the two tunnels is the Channel Service Tunnel, which is connected by cross-passages to the main tunnels. This service tunnel allows maintenance workers to access the rail tunnels at regular intervals.
The Channel Tunnel, one of the world’s most famous tunnels, is a 50 km (31 mi) tunnel under the English Channel linking Great Britain to France. This link consists of three parallel tunnels running for 39 km (24.2 mi) under the sea. Two Main Rail Tunnels, about 30 m (98 ft) apart, carry trains from the north and from the south. In between the two tunnels is the Channel Service Tunnel, which is connected by cross-passages to the main tunnels. This service tunnel allows maintenance workers to access the rail tunnels at regular intervals.
The contractor for the project, Transmanche-Link (TML) chose five Robbins TBMs to participate in boring the crossings. TBMs were deployed at both the U.K. and France Terminals.
Geology
The majority of the Channel Tunnel passes through chalk marl, much of it faulted. Below the Chalk Marl is a thin 2 m (6.5 ft) band of permeable Glauconitic Marl. This rock is a weak sandstone with a stronger rock strength than the Chalk. The bottom of the tunnels pass through stiff clay with some swelling characteristics. The Chalk is much more faulted and prone to water inflows on the French side of the tunnels.
TBMs
 Robbins built five machines for this project, each designed for the geology of a specific length of tunnel.
Robbins built five machines for this project, each designed for the geology of a specific length of tunnel.
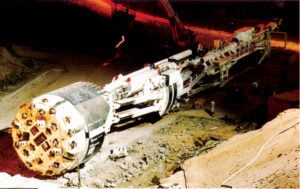
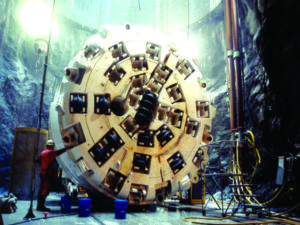
The high water pressures predicted in the folded and faulted chalk on the French side required the use of three Earth Pressure Balance machines (EPBMs). These machines featured sealed cutter chambers to withstand high water pressures and screw conveyors to carry the cut material from the face.
Robbins built two EPBMs for the French side of each Main Rail Tunnel. These 1,100 tonne (1,200 ton), 8.8 m (29 ft) diameter machines had a cutterhead thrust of 19,613 kN (4,413,000 lb) and generated a maximum torque of 12,748,645 N-m (9,410,000 lb-ft).
The undersea French side of the Channel Service Tunnel also required an EPBM. This machine featured a 5.6 m (18 ft) diameter cutterhead, a cutterhead thrust of 39,227 kN (8,837,000 lb), and a maximum torque of 3,510,781 N-m (2,591,000 lb-ft).
Two Double Shield TBMs were built for the U.K. terminal because fewer water inflows were predicted. Robbins designed these machines to withstand unstable and faulted rock conditions. The 8.36m (27 ft) diameter machines included 13 inch (330 mm) cutters and 65,871 kN (14,821,000 lb) of thrust. The machines generated a maximum 5,727,084 N-m (4,227,660 lb-ft) of torque.
Tunnel Excavation
 Machines were deployed on both sides of the tunnels in December 1987. The three French seaward TBMs encountered water inflows almost immediately, forcing the use of the sealed mode of operation much earlier than anticipated. The sealed cutterheads of the machines could withstand 10 bar (145 psi) of water pressure; however, additional measures were required to seal the remainder of the machines against water inflow.
Machines were deployed on both sides of the tunnels in December 1987. The three French seaward TBMs encountered water inflows almost immediately, forcing the use of the sealed mode of operation much earlier than anticipated. The sealed cutterheads of the machines could withstand 10 bar (145 psi) of water pressure; however, additional measures were required to seal the remainder of the machines against water inflow.
The tail shields of the TBMs were fitted with multiple rows of wire brush seals that pressed against the outside diameter of the concrete segment lining. Grease was injected into wire brushes and the 100 mm (4 in) space between the metallic brushes and the tunnel lining. Grout lines were fitted into the tail shield allowing fine cement grout to be injected into the 152 mm (6 in) annulus between the tunnel lining and the ground. This method sealed the tunnel lining as the TBMs advanced. In spite of the difficult conditions, advance rates improved throughout the boring with the Robbins service tunnel machine averaging 714 m (2,342 ft) per month for the project.
The U.K. machines also experienced some difficult tunneling conditions at the outset. Unforeseen water inflows in a 3.2 km (2.0 mi) stretch caused the machines to slow their progress as each section of tunnel had to be grouted in advance of boring. After passing through this section of tunnel, the machines experienced no further difficulties and began averaging 149 m (490 ft) a week. The Robbins machines on the U.K. side averaged 873 m (2,864 ft) per month and set world records for a best day of 75.5 m (247.7 ft), a best week of 428 m (1,404 ft), and a best month of 1,719 m (5,640 ft) — all of which have yet to be beaten.
 Muck transport on both sides of the tunnel was complicated but worked well. In the U.K. a rail system of 500 muck cars transported muck back to the access adit at Lower Shakespeare Cliff and fed it onto a high-speed conveyor. The conveyor then dumped the muck into lagoons behind sea walls in the English Channel. In all, about 4 million m3 (5.23 million cubic yards) of chalk were dumped at the site. The area, called Samphire Hoe, is now a popular park.
Muck transport on both sides of the tunnel was complicated but worked well. In the U.K. a rail system of 500 muck cars transported muck back to the access adit at Lower Shakespeare Cliff and fed it onto a high-speed conveyor. The conveyor then dumped the muck into lagoons behind sea walls in the English Channel. In all, about 4 million m3 (5.23 million cubic yards) of chalk were dumped at the site. The area, called Samphire Hoe, is now a popular park.
On the French side muck was crushed and mixed with water in a chamber at the bottom of the Sangette access shaft. It was then pumped up the shaft and behind a 30.5m (100 ft) dammed reservoir.
 In December 1990, the French and British TBMs met in the middle and completed the Channel Service Tunnel bore. In all of the tunnels the French TBM was dismantled while the U.K. TBM was turned aside and buried.
In December 1990, the French and British TBMs met in the middle and completed the Channel Service Tunnel bore. In all of the tunnels the French TBM was dismantled while the U.K. TBM was turned aside and buried.
The Main Rail Tunnels met on May 22, 1991 and June 28, 1991. Both accomplishments were celebrated with breakthrough ceremonies to commemorate the building of one of the world’s longest and most ambitious undersea tunnels.
Boston Harbor Project
Project Overview
 The Boston Harbor Project includes one of the largest wastewater treatment plants in the United States. The project required two undersea tunnels to carry wastewater to and from the new treatment plant. One tunnel conveys treated waste water through a 15.2 km (9.4 mi) long effluent outfall tunnel beneath Boston Harbor. The outfall tunnel transports the water from the Deer Island Treatment Plant into Massachusetts Bay. Since the completion of the project in 1998, effluent discharges into Boston Harbor have ceased and concentrations of toxic bacteria, waste solids, and nitrogen have decreased dramatically.
The Boston Harbor Project includes one of the largest wastewater treatment plants in the United States. The project required two undersea tunnels to carry wastewater to and from the new treatment plant. One tunnel conveys treated waste water through a 15.2 km (9.4 mi) long effluent outfall tunnel beneath Boston Harbor. The outfall tunnel transports the water from the Deer Island Treatment Plant into Massachusetts Bay. Since the completion of the project in 1998, effluent discharges into Boston Harbor have ceased and concentrations of toxic bacteria, waste solids, and nitrogen have decreased dramatically.
In 1990, The Massachusetts Water Resource Authority awarded the construction contract to Kiewit-Atkinson-Kenny Joint Venture. The contractors selected an 8.1 m (26.5 ft) diameter Robbins Double Shield TBM to bore and install the lining in the effluent outfall tunnel.
Geology
The prominent rock type along the tunnel is Cambridge argillite in beds 1 mm to 8 cm (.04 to 3.15 in) thick with occasional 1.5 m (4.9 ft) formations. Volcanic flows and occasional tuff deposits are also embedded in the argillite. Other geologic features include igneous dikes and sills of diabase with some basalt, andesite, and felsite.
TBM and Back-up
Robbins built the Double Shield TBM to handle the variable geology of the undersea tunnel. While in “double shield mode” the machine simultaneously installed pre-cast concrete lining segments while excavating. This feature gave the machine a faster overall advance rate than with the sequential operation of “single shield mode”.
The machine’s cutterhead drive consisted of eight electric motors generating 2520 kW (3360 hp) and supplying 3665 kN-m (2,700,000 lb-ft) of torque to the cutterhead. The cutterhead thrust was 111,350 kN (2,500,000 lb) and the machine’s 50 – 17 in (432 mm) diameter cutters could be changed from behind or in front of the cutterhead.
The source of cutterhead thrust could also be changed depending on boring conditions. In good conditions (self-supporting ground, usually hard rock), the machine would bore in “double shield mode,” where thrust reacted through a conventional gripper system into the tunnel walls. In soil or fractured zones where the tunnel walls were too weak, the machine would operate in “single shield mode”, where the thrust reacted directly to the tunnel lining segments via a set of auxiliary cylinders in the tail shield.
The TBM towed a back-up train with eight 10.7 m (35 ft) long double-deck gantries, via hydraulic cylinders. The upper decks of the gantries housed the two main 2000 kVA transformers, electrical control cabinets, dust scrubber system and auxiliary equipment. Flexible 1.5 m (4.9 ft) diameter ducting extended from a storage cassette mounted on the last back-up gantry to provide ventilation. A double-track rail system installed on the first six gantries provided storage for rail cars carrying pre-cast segments and pea gravel for temporary segment support, rails and ties.
Tunnel Excavation
 The TBM began excavating from the access shaft in July 1992. Early in the drive, the TBM battled more blocky rock than predicted in the geological reports. Hard rock and water inflows continued to slow progress throughout the drive.
The TBM began excavating from the access shaft in July 1992. Early in the drive, the TBM battled more blocky rock than predicted in the geological reports. Hard rock and water inflows continued to slow progress throughout the drive.
In 1993 and again in 1995 and 1996, hard rock and heavy water inflows required face grouting and slowed TBM progress. Most of the water inflows reached rates of 19,000 to 26,600 liters (5,019 to 7,027 gallons) per minute. Probe drilling and grouting in these sections resulted in slower TBM advance rates.
From March 1996 onward, TBM excavation continued concurrently with hand excavation of the crossover adits. The machine broke through on September 19, 1996 after excavating over 15 km (9.3 mi). The TBM achieved a best day of 44.2 m (145 ft) and a best week of 195.1 m (640 ft).
This TBM’s achievements are remarkable considering the extremely high volume of water inflow and large variations in geology throughout the drive.
The Epping to Chatswood Rail Link
Project Overview
 The Sydney Urban Train System was extended with the addition of The Epping to Chatswood Rail Link. The extension consists of two twin parallel tunnels 12.5 km (7.7 mi) in length. The New South Wales Government awarded the contract for the project to the Theiss Hochtief Joint Venture (THJV), a collaboration of Australian and German construction firms.
The Sydney Urban Train System was extended with the addition of The Epping to Chatswood Rail Link. The extension consists of two twin parallel tunnels 12.5 km (7.7 mi) in length. The New South Wales Government awarded the contract for the project to the Theiss Hochtief Joint Venture (THJV), a collaboration of Australian and German construction firms.
In 2002, THJV awarded the contract to Robbins to build two 7.2 m (23.6 ft) diameter Main Beam TBMs. The TBMs excavated the two tunnels in two sets of drives beginning at Delhi Road Station (about the center of the tunnels), and advanced at impressive rates throughout the project.
Geology
Both tunnels pass through Hawkesbury sandstone and deposits of Ashfield shale. One fault line exists along the route, near Macquarie Park Station, about 2 km (1.2 mi) into the first drive.
TBMs and Conveyors
The two Main Beam TBMs had a cutterhead power of 2300 kW (2957 hp) and a maximum thrust force of 1400 metric tons (1500 US tons). Robbins designed both machines with innovative features for the project. A unique rolling back-up system allowed concrete roadbed to be poured while the machines excavated the tunnels. This construction method enabled the use of rubber-tired vehicles during excavation and the rapid installation of train tracks.
Robbins also designed custom conveyors consisting of five integrated systems: two horizontal conveyors, two vertical conveyors, and one stacker conveyor. The crown-mounted horizontal conveyors ran for 6 km (3.7 mi) with more than 80 percent in curves.
Tunnel Excavation
 The TBMs began boring the tunnels in August and September 2003. Both machines broke through the tunnel at Epping in July 2004. Boring began a second time in November 2004 and the machines broke through at Chatswood in June and July 2005. During the excavation, one machine set an advance rate world record for its size class by boring 92 m (302 ft) in one day. Their best week was 368 m (1,207 ft) and the average advance rate for the project was 200 m (656 ft) per week. The TBMs ran into few problems and were available for 80% of the total project time.
The TBMs began boring the tunnels in August and September 2003. Both machines broke through the tunnel at Epping in July 2004. Boring began a second time in November 2004 and the machines broke through at Chatswood in June and July 2005. During the excavation, one machine set an advance rate world record for its size class by boring 92 m (302 ft) in one day. Their best week was 368 m (1,207 ft) and the average advance rate for the project was 200 m (656 ft) per week. The TBMs ran into few problems and were available for 80% of the total project time.
New Wuchieh Diversion Tunnel
Project Overview
 The New Wuchieh Diversion Tunnel is part of a water transfer system that feeds into the Sun-Moon Lake Hydraulic Power Plant, one of the largest single power sources in Taiwan. Project owners Taipower commissioned the new 6.3 km (3.9 mi) long tunnel after the original Wuchieh Diversion Tunnel was found cracked and degraded after 70 years of service.
The New Wuchieh Diversion Tunnel is part of a water transfer system that feeds into the Sun-Moon Lake Hydraulic Power Plant, one of the largest single power sources in Taiwan. Project owners Taipower commissioned the new 6.3 km (3.9 mi) long tunnel after the original Wuchieh Diversion Tunnel was found cracked and degraded after 70 years of service.
The tunnel stretches from its source at Sun-Moon Lake to the intake structure at the hydraulic power station. The new tunnel, along with another water transfer tunnel feeding into Sun-Moon Lake, will increase the output of the power plant to 7,600,000 KWh annually.
Taipower awarded the construction contract for the new diversion tunnel to Kumagai Gumi Co. Ltd. The contractor chose a 6.2 m (20.3 ft) diameter Robbins Main Beam TBM for the project.
Geology
The tunnel passes through quartzite, sandstone, and slate. There are also some areas containing broken rock.
TBM
Robbins rebuilt a used 6.2 m (20.3 ft) diameter Main Beam TBM for the New Wuchieh Tunnel. The refurbished TBM featured 17 inch (432mm) wedge-lock cutters and 1,890 kW (2,534 hp) of cutterhead power. The 380 tonne (420 ton) machine also generated a maximum torque of 1,774,415 N-m (1,307,550 lb-ft) at the cutterhead.
Tunnel Excavation
 The TBM began boring in July 2000 and finished in 24 months on June 7, 2002. The TBM’s average monthly advance was over 400 m (1,312 ft) and it acheived a best month of 650 m (2,133 ft). After half of the tunnel had been excavated some broken ground was encountered and tunnel linings such as ring beams, mesh, and shotcrete were applied. Some portions of the tunnel were also lined with cast iron segments for additional support.
The TBM began boring in July 2000 and finished in 24 months on June 7, 2002. The TBM’s average monthly advance was over 400 m (1,312 ft) and it acheived a best month of 650 m (2,133 ft). After half of the tunnel had been excavated some broken ground was encountered and tunnel linings such as ring beams, mesh, and shotcrete were applied. Some portions of the tunnel were also lined with cast iron segments for additional support.
In September 2001, Typhoon Toraji hit the area and flooded the site with mud, water, and rocks. Some of the shipping containers containing spare parts, cutters, and workshops were completely submerged. Fortunately, the flood level stayed below the working tunnel level and operations were merely delayed. The remainder of the excavation went smoothly and the finished tunnel was celebrated as the first tunnel ever completed solely by TBM in Taiwan.
Yindaruqin Irrigation Project
Project Overview
 The Yindaruqin Irrigation Project is the largest self-flowing irrigation control system in China. The project is made up of 33 tunnels that are 75 km (46.6 mi) in length and divert water from the Datong River to dry regions of China’s northern Gansu Province.
The Yindaruqin Irrigation Project is the largest self-flowing irrigation control system in China. The project is made up of 33 tunnels that are 75 km (46.6 mi) in length and divert water from the Datong River to dry regions of China’s northern Gansu Province.
In 1990 the Gansu Province Resources Bureau awarded the contract for the project to Cooperative Muratori and Cementisti (CMC) of Ravenna, Italy. CMC chose a 5.5 m (18.0 ft) diameter Robbins Double Shield TBM for the first two drives of the multi-tunnel project.
Geology
Rock formations along the first tunnel, 30A, consist mostly of tertiary sediments and gently dipping conglomerate with drift block and sandy conglomerate. Precambrian crystalline limestone with slate occurs at the tunnel inlet and Quaternary sediments make up the outlet area. Other geologic features of the 30A site include 23 main faults in the limestone section and large karst caves.
The second tunnel, 38, passes through moderately dipping beds of Cretaceous sedimentary rocks, mostly sandstone.
TBM
Robbins built the Double Shield TBM with 37 back-loading 17 inch (432 mm) diameter disc cutters. Six electric motors generated 960 kW (1,287 hp) of power and supplied 3,065 kNm (2,368,000 lb-ft) of torque.
The TBM design included a telescoping section with 12 thrust cylinders behind the cutterhead. These cylinders provided roll control without the need for additional torque cylinders because they were installed at alternating angles between the gripper and forward shield. The arrangement allowed efficient vertical and lateral steering of the cutterhead and forward shield.
The TBM’s rear section housed the grippers and eight auxiliary thrust cylinders. Additional features of the TBM included a two-speed drive, a laser guidance system, hydraulic clutches, stand-by hydraulic pumps and oil filters.
Air compressors on the TBM’s 150 m (492 ft) long back-up train eliminated the need for an air line along the length of the excavation. A 1400 mm (55 in) diameter ventilation duct provided fresh air to the work area and an air scrubber extracts dust from the tunnel.
The back-up system included a single-track trailing gantry followed by a movable California switch. Additional fixed crossings occured at intervals of about 3,500 m (11,483 ft), depending on the average speed of empty and loaded muck cars.
The Robbins Double Shield TBM design allowed the tunnel lining to be installed simultaneously with excavation. The tunnel lining consisted of reinforced concrete segments mechanically erected from within the tail shield as the machine advanced. Each ring’s four segments fit together in a self-locking design, with the rounded lip of one curved segment overlapping that of the neighboring segments. A honeycomb pattern in the finished tunnel lining resulted from the staggered arrangement of segments within the rings. Each 300 mm (11.8 in) hexagonal segment was 1.6 m (5.2 ft) wide, a size that minimized the required number of rings. This feature contributed substantially to the superior advance rate of the TBM.
Tunnel Excavation
 The TBM exhibited impressive advance rates — even breaking the world record for average monthly production for TBMs 5 to 6 m (16.4 to 19.7 ft) in diameter. The TBM began boring the 11.7 km (7.3 mi) tunnel 30A on January 9, 1991. The machine bored 780 m (2,559 ft) in the first 22 days and finished five months ahead of schedule. Its average daily advance was 36.09 m (118.4 ft), and its average penetration rate was 4.99 m (16.4 ft) per hour. July 1991 was the machine’s best working month with a total advance of 1,301 m (4,268 ft).
The TBM exhibited impressive advance rates — even breaking the world record for average monthly production for TBMs 5 to 6 m (16.4 to 19.7 ft) in diameter. The TBM began boring the 11.7 km (7.3 mi) tunnel 30A on January 9, 1991. The machine bored 780 m (2,559 ft) in the first 22 days and finished five months ahead of schedule. Its average daily advance was 36.09 m (118.4 ft), and its average penetration rate was 4.99 m (16.4 ft) per hour. July 1991 was the machine’s best working month with a total advance of 1,301 m (4,268 ft).
The success of the TBM is remarkable considering the troublesome geology of the tunnel. About 2,300 m (7,545 ft) into the drive, sticky argillaceous conglomerate caused clogging of the muck buckets, chute, hopper and cutter housings. Also, the machine encountered 60 to 150 liter (15.9 to 39.6 gallon) per second water inrushes in fractured calcareous rock around 9,000 m (29,527 ft) into the tunnel. The TBM advance slowed through this section but quickly recovered for the rest of the excavation.
On January 20, 1992, the machine holed through the first tunnel. Work on the second 4.9 km (3.0 mi) tunnel began in April 1992 and finished in August of the same year. In June 1992, the TBM set a world record for 5-6 m (16.4 ft – 19.6 ft) diameter class TBMs when it excavated 1,401.6 m (4,598.4 ft) in one month. Its average daily advance was 40.67 m (133.4 ft), with a maximum of 75.2 m (246.7 ft) on May 11. The TBM’s overall rate of advance was 4.01 m (13.2 ft) per hour.
The machine completed its second tunnel in 120 working days. The original bid specifications for Yindaruqin’s first two tunnels included a 54-month excavation time limit. Both projects were completed in 20 months, less than half the allotted time.
Little Calumet
Project Overview
 The Little Calumet Leg Tunnel is the final element in Phase 1 of Chicago’s long-running Tunnel and Reservoir Project (TARP). The project involves storm water storage, reservoirs, and feeder tunnels that have greatly improved water quality in Chicago-area Rivers. The Little Calumet Leg is part of a longer TARP tunnel system that prevents combined sewer overflows from spilling into the Little Calumet River.
The Little Calumet Leg Tunnel is the final element in Phase 1 of Chicago’s long-running Tunnel and Reservoir Project (TARP). The project involves storm water storage, reservoirs, and feeder tunnels that have greatly improved water quality in Chicago-area Rivers. The Little Calumet Leg is part of a longer TARP tunnel system that prevents combined sewer overflows from spilling into the Little Calumet River.
In 2002, the project owner, Metropolitan Water Reclamation District of Greater Chicago (MWRDGC), awarded the construction contract to the Jay Dee/Affholder Joint Venture. The two contractors split the work, with Jay Dee responsible for surface works, shallow tunnels, and shafts. Affholder was responsible for deep tunnels and TBM boring. The joint venture chose a 5.56 m (18.2 ft) diameter Robbins Main Beam TBM to bore a 12.8 km (8.0 mi) section of tunnel.
Geology
The rock consisted of Silurian age dolomitic limestone with an Unconfined Compressive Strength (UCS) of 97 – 241 MPa (14 – 35 ksi). The limestone had few faults and was considered good tunneling ground.
TBM
Robbins refurbished the Main Beam TBM specifically for the project. The machine featured 39 wedge lock 19 inch (483 mm) cutters and a cutterhead thrust of 9,101 kN (2,044,050 lb). The cutterhead was driven by seven 335.6 kW (450 hp) AC electric motors that supplied 2,350 kW (2,975 hp) of power to the cutterhead. The machine also generated 1,882,877 N-m (1,389,705 lb-ft) of cutterhead torque.
Muck was transported by a Robbins conveyor system, including an an advancing horizontal conveyor, S-type vertical conveyor, surface conveyor, and stacker conveyor.The muck was transported from the bridge conveyor on the back-up to the main horizontal conveyor. A conveyor with self-adjusting curve idlers was necessary for most of the tunnel in order to negotiate tight curves.
Tunnel Excavation
 Excavation of the tunnel began on February 13, 2003. The tunnel was driven in two sections from a central launch shaft with an initial bore of 6.1 km (3.8 mi). After the initial drive, the head cutterhead support were hoisted out of the reception shaft. The rest of the machine was then reunited with the head and cutterhead support and taken back through the tunnel for the second 6.7 km (4.1 mi) drive.
Excavation of the tunnel began on February 13, 2003. The tunnel was driven in two sections from a central launch shaft with an initial bore of 6.1 km (3.8 mi). After the initial drive, the head cutterhead support were hoisted out of the reception shaft. The rest of the machine was then reunited with the head and cutterhead support and taken back through the tunnel for the second 6.7 km (4.1 mi) drive.
The machine executed both drives flawlessly. The TBM broke the world record for best advance in a single eight-hour shift at 45.75 m (150.1 ft), best advance in a day at 116.7 m (382.9 ft), and best advance in a week at 474.7 m (1,557 ft). It also broke the record for most rock excavated in 24 hours at 2,836.55 cu m (3,710 cu yd). The TBM holed through in February 2004.
Lesotho Highlands Water Project
Project Overview
 The Lesotho Highlands Water Project, a cooperative effort between Lesotho and South Africa, seeks to rejuvenate South Africa’s heavily populated and arid Gaucheng Province. It’s first phase began in 1992 and involved construction of the 180 m (590.5 ft) high Katse Dam, part of the Orange (Sequ) River system in Lesotho. The dam, finished in 1998, supplies water to South Africa’s Vaal river system via a water transfer tunnel and two delivery tunnels.
The Lesotho Highlands Water Project, a cooperative effort between Lesotho and South Africa, seeks to rejuvenate South Africa’s heavily populated and arid Gaucheng Province. It’s first phase began in 1992 and involved construction of the 180 m (590.5 ft) high Katse Dam, part of the Orange (Sequ) River system in Lesotho. The dam, finished in 1998, supplies water to South Africa’s Vaal river system via a water transfer tunnel and two delivery tunnels.
The two countries awarded the construction contract to the Lesotho Highlands Project Contractors (LHPC), a joint venture of Spie Batignolles (France), LTA Ltd. (South Africa), Ed Zublin AG (Germany), Balfour Beatty Ltd. (U.K.) and Campenon Bernard (France).
In 1991, LHPC contracted The Robbins Company to supply three new tunnel boring machines (TBMs) for the longer water transfer tunnel and one rebuilt TBM for the delivery tunnel. Two other TBMs from Atlas Copco and Wirth also participated in the dig.
Geology
The route of the water transfer tunnel passes through basaltic flows of volcanic rock. The area also includes some blocky conditions along faults and within doleritic dykes.
The south delivery tunnel passes through sedimentary rock, including the Clarens formation. This formation consists of horizontally layered siltstone and sandstone with occasional doleritic dykes and layers of claystone.
TBMs and Conveyors
Robbins supplied two new 5.03 m (16.5 ft) diameter Main Beam TBMs to excavate the 45.6 km (28.3 mi) water transfer tunnel. These machines were equipped with 35 disc cutters, all 17 inches (432 mm) in diameter. Both machines were designed with back-loading cutterheads which allowed for later installation of 19 inch (483mm) diameter cutters. The TBMs featured five 315 kW (422 hp) water-cooled motors that supplied 1,575 kW (2,111 hp) to the cutterhead.
An additional 5.18 m (17.0 ft) diameter TBM was deployed on the south delivery tunnel after being refurbished by Harrison Western Corp. The refitted Main Beam TBM featured 37 cutters all 17 inches (432mm) in diameter. The machine was powered by six 185 kW (248 hp) motors that provided 1,110 kW (1,489 hp) to the cutterhead.
Robbins built the 5.0 m (16.4 ft) diameter Mark-15, an open hard rock TBM, with 4 center cutters, 22 face cutters, and 8 gauge cutters, all 17 inches (432 mm) in diameter. Three 560 kW (751 hp) motors supplied 1,680 kW (2,253 hp) to the cutterhead and produced a torque of 1,588 kNm (1,171,523 lb-ft).
All four of the TBMs supplied were equipped with rock drill and trailing back-up systems.
Tunnel Excavation
 The first Main Beam TBM began boring the 17.4 km (10.8 mi) transfer tunnel section in June 1992 and set world tunneling records for its diameter class. It achieved a best day of 86.3 m (283.1 ft), a best week of 399.8 m (1,311.7 ft), and a best month of 1,344.3 m (4,410.4 ft). The TBM set these records despite challenging geology along the tunnel route. Rock jointing necessitated rock support measures, especially at the beginning of the drive. This support took up 24 percent of the total job time. The machine’s average rate of penetration was 4.59 m (15.1 ft) per hour and its average advance rate was 33.4 m (109.6 ft) per day. It broke through in September 1994.
The first Main Beam TBM began boring the 17.4 km (10.8 mi) transfer tunnel section in June 1992 and set world tunneling records for its diameter class. It achieved a best day of 86.3 m (283.1 ft), a best week of 399.8 m (1,311.7 ft), and a best month of 1,344.3 m (4,410.4 ft). The TBM set these records despite challenging geology along the tunnel route. Rock jointing necessitated rock support measures, especially at the beginning of the drive. This support took up 24 percent of the total job time. The machine’s average rate of penetration was 4.59 m (15.1 ft) per hour and its average advance rate was 33.4 m (109.6 ft) per day. It broke through in September 1994.
The second Main Beam TBM began its 17.3 km (10.7 mi) drive in July 1992. It achieved an average rate of penetration of 4.1 m (13.5 ft) per hour while maintaining average advance rates of 27.6 m (90.6 ft) per day and 620 m (2,034 ft) per month. The TBM turned in a superior performance with a best day advance of 66.8m (219.2 ft), a best week of 325 m (1,066 ft) and a best month of 1,221 m (4,006 ft).
The Mark 15 also began boring the water transfer tunnel in May 1992 and achieved breakthrough in September 1994. Difficult rock conditions slowed the boring and decreased the machine’s advance rate. Its best day was 62.9 m (206.4 ft), its average rate of penetration was 3.9 m (12.8 ft) per hour, its best week was 289 m (948 ft), and its best month was 987 m (3,238 ft). Rock support (i.e., bolting, rock straps, mesh, and concrete) took up about 15 percent of the total job time.
On October 13, 1994, the final Robbins TBM broke through ventilation shaft #3, completing excavation of the water transfer tunnel.
The refurbished Main beam TBM for the south delivery tunnel began boring in February 1992 and broke through 20 months ahead of schedule in August 1993. The TBM attained this feat in three drives of 2.1 km (1.3 mi), 5.2 km (3.2 mi), and 5.7 km (3.5 mi). Its average rate of penetration was 3.86 m (12.7 ft) per hour or 39.9 m (130.9 ft) per day (in three eight-hour shifts). The best day for the machine was 82 m (269 ft), the best week was 384 m (1,259.8 ft), and the best month was 1,324.4 m (4,345.1 ft).
Cobb County Sewer Tunnel
Project Overview
 The Chattahoochee Sewer Tunnel is part of a project that meets increasing wastewater capacity needs in East Cobb County. The tunnel provides flow equalization to the RL Sutton Water Reclamation Facility and curbs potential wastewater overflows due to the growing population in Cobb County.
The Chattahoochee Sewer Tunnel is part of a project that meets increasing wastewater capacity needs in East Cobb County. The tunnel provides flow equalization to the RL Sutton Water Reclamation Facility and curbs potential wastewater overflows due to the growing population in Cobb County.
In 2000, project owner Cobb County Water Systems awarded the construction contract to the Gilbert-Healy Joint Venture. The contractors selected two 5.58 m (18.3 ft) diameter Robbins TBMs to bore a 14.6 km (9.1 mi) long section of the 15.3 km (9.5 mi) tunnel.
Geology
The geology of the Atlanta area consists of medium grade metamorphic rocks with some granitic rocks. Much of the rock includes gneiss, mica, and schist with an Unconfined Compressive Strength (UCS) of 150 – 230 MPa (22 – 33 ksi). These rocks have undergone intense weathering and erosion with some regional uplifting.
A key characteristic of the region is a thick layer of residual soil with a transition zone of soil and fractured rock underneath it. This geology posed groundwater problems for the tunnel because the soil zone is porous and water leaks into the fractured transition zone below. Faults in the bedrock can thus have very large water inflows.
Tunnel designers grappled with the difficult geology by pre-testing the rock along the tunnel area using packer tests. A section of rock was bored out and water was injected into the bore hole under pressure. In this way, bedrock permeability could be tested.
TBM
 Robbins provided one new and one rebuilt TBM for the tunnels.
Robbins provided one new and one rebuilt TBM for the tunnels.
The new TBM for the South tunnel featured 19 inch (483 mm) cutters and generated up to 12,144 kN (2,730,000 lb) of cutterhead thrust. The machine was also capable of creating a cutterhead torque up to 2,082,885 N-m (1,536,257 lb-ft).
The rebuilt TBM for the North tunnel was completely redesigned for the project. The machine included 19 inch (483 mm) cutters and the same thrust and torque capacities of the South tunnel TBM.
Each machine was fitted with three rock drills — two behind the cutterhead to install rock bolts as well as one for drilling probe holes and pre-grouting holes to seal off any water inflows.
The conveyors, provided by Robbins, were continuous conveyors that ran along the tunnel as well as in the access shaft.
Tunnel Excavation
 The TBM in the South tunnel began boring at the Elizabeth Lane shaft near the south end of the tunnel in August 2001 and finished in October 2002. The TBM experienced few problems and advanced 650 m (2,133 ft) in its first month of boring.
The TBM in the South tunnel began boring at the Elizabeth Lane shaft near the south end of the tunnel in August 2001 and finished in October 2002. The TBM experienced few problems and advanced 650 m (2,133 ft) in its first month of boring.
The TBM in the North tunnel began boring in November 2001 and finished in December 2002. It also experienced few problems and completed its task on time and within budget.
Pumping facilities in both the North and South Tunnels were capable of removing up to 18,000 liters (4,750 gallons) per minute, although the expected water inflows were much smaller — up to 1,800 liters ( 475 gallons) per minute. The pumping systems were precautionary and sufficient to control the water inflows encountered.
The Yellow River Water Diversion Project
Project Overview

The Yellow River Water Diversion Project is an ambitious network of tunnels that brings water to chronically dry areas of Shanxi Province. The water system consists of multiple tunnels totaling over 100 km (62 mi) in length.
The Joint Venture (CMC, Impregilo, Chinese Water Conservancy and Hydropower Engineering Bureau No. 4) was awarded Lots 2 and 3 in 1997. Cooperativa Muratori Cementisti Ravenna (CMC) of Italy was awarded the contract for Lot 5 in 2000. All of the contractors chose Robbins Double Shield TBMs to bore through the challenging geology.
Geology
Lot 2: The geology in Lot 2 consisted of limestone and dolomitic rock characterized by occasional faults. Karst formations were also abundant. The Unconfined Compressive Strength (UCS) of the rock was 39 – 137 MPa (6 – 20 ksi).
Lot 3: Lot 3 geology was made up of dipping and folded dolomitic limestone and Triassic sandstone and mudstone with a UCS the same as that of Lot 2. The rock is dominated by abundant high-angled faults with occasional karst formations.
Lot 5: Lot 5 consisted of limestone, sandstone, and siltstone with occasional faults and an UCS of 25 – 206 Mpa (4 – 30 ksi).
TBMs
Lot 2: Lot 2 used two Robbins Double Shield TBMs. The first machine was a new Robbins TBM that excavated two tunnels (Tunnels T4 and T5) of 6.6 km (4.1 mi) and 25.5 km (15.8 mi) in length. The TBM featured a 4.92 m (16.1 ft) diameter cutterhead and 17 inch (432 mm) cutters. The TBM was equipped with a variable frequency drive (VFD) and supplied 1,575 kW (2,112 hp) to the cutterhead. The machine could generate a cutterhead thrust of 9,074 kN (2,040,000 lb) and create a torque of 2,159,424 N-m (1,591,300 lb-ft).
For the second machine on Lot 2, Robbins also refurbished a 4.9 m diameter (16.1 ft) TBM for a 14 km (8.7 mi) long tunnel (Tunnel T6). This TBM featured 17 inch (432 mm) cutters with six 75/210 kW motors and a total installed power of 3,000 kW.
Both TBMs used identical back-up systems. Each 300 m (984 ft) long back-up system used a mucking-out train with ballasted muck cars and a pair of rail sidings to form an onboard California switch. Water services, the ventilation cassette and cable reels were near the rear of the back-up.
 Lot 3: Another Double Shield TBM was used for a 22 km (13.7 mi) long section of tunnel T7 in Lot 3. The 4.8 m (15.7 ft) diameter Robbins Double Shield TBM featured 17 inch (432 mm) cutters and could generate a cutterhead thrust of 9,074 kN (2,040,000lb). The machine could also generate a torque of 2,159,424 N-m (1,591,300 lb-ft). A TBM made by NFM bored the other half of the 40.7 km long T7 tunnel.
Lot 3: Another Double Shield TBM was used for a 22 km (13.7 mi) long section of tunnel T7 in Lot 3. The 4.8 m (15.7 ft) diameter Robbins Double Shield TBM featured 17 inch (432 mm) cutters and could generate a cutterhead thrust of 9,074 kN (2,040,000lb). The machine could also generate a torque of 2,159,424 N-m (1,591,300 lb-ft). A TBM made by NFM bored the other half of the 40.7 km long T7 tunnel.
The back-up system for this TBM was identical to those in Lot 2.
Lot 5: For Lot 5, CMC utilized a 4.8 m (15.7 ft) diameter Robbins TBM that had been stored in China since 1994. The machine was completely refurbished by Robbins for the project. CMC and Robbins agreed to reinforce the existing cutterhead for improved reliability in fractured geology. The machine was also fitted with a tail shield and wire brush seals to protect against water inflows. The machine featured 17 inch (432 mm) cutters and it could generate a cutterhead thrust of 7,562 kN (1,700,013 lb). The torque at the cutterhead reached up to 1,936,568 N-m (1,438,000 lb-ft).
The back-up system for the Lot 5 TBM was custom built for increased performance. Robbins extended the back-up to provide for a train length on deck with sufficient muck carrying and materials delivery capacity for two TBM strokes. The segment handling system was modified as well for more rapid handling of tunnel lining segments.
Tunnel Excavation
Excavation began simultaneously on Lots 2 and 3 in February 1999. The T4 TBM bored the 6.6 km (4.1 mi) tunnel in just eight months and experienced relatively few problems. The machine broke a world record in its size class with a best month of 1,822 m (5,978 ft) and achieved a best day of 99.4 m (326 ft). The same TBM bored the 25.5 km (15.8 mi) long T5 tunnel beginning in November 1999 and ending in 2001 with few problems.
The refurbished Robbins TBM started boring the 14 km (8.7 mi) long T6 tunnel in December 1999. The TBM encountered long sections of clay and a 6 m (19.7 ft) wide karst cavity that had to be filled with pea gravel and reinforced concrete to let the machine pass. Despite the challenges, the TBM achieved advance rates of 81.0 m (266 ft), a best month of 1,375 m (4,511 ft), and an average monthly advance rate of 550 m (1,804 ft).

Boring the 22 km (13.7 mi) section of Tunnel T7 at Lot 3 began in February 1999 and ended in April 2001. The Robbins TBM and the NFM machine began at opposite ends of the tunnel and met in the middle. The Robbins machine encountered a 50/50 limestone/sandstone mixture of abrasive rock and several high-angled fault lines. However, it still managed to achieve an average month of over 700 m (2,297 ft) and had a best month of 1,281 m (4,203 ft).
Lot 5 excavation began as boring at Lots 2 and 3 was finishing up in September 2000. By December 8th, the refurbished Robbins TBM had already set a best day of 36.1 m (118 ft) and averaged over 1,000 m (3,281 ft) in its first month. The machine later set a world record for its size class at 1,352 m (4,436 ft) per month. The TBM holed through the 13.5 km (8.4 mi) long tunnel in September 2001.
San Manuel Mine Tunnel
Project Overview
 The San Manuel Mine tunnel was developed to extend the life of the mine in Arizona. It is one of the largest underground mines in the world, but projections before the tunnel was built estimated its reserves would be depleted by 1998. The tunnel allowed the development of the Lower Kalamazoo orebody, in the vicinity of dwindling orebodies that had already been tapped.
The San Manuel Mine tunnel was developed to extend the life of the mine in Arizona. It is one of the largest underground mines in the world, but projections before the tunnel was built estimated its reserves would be depleted by 1998. The tunnel allowed the development of the Lower Kalamazoo orebody, in the vicinity of dwindling orebodies that had already been tapped.
The project owner, Magma Copper Company, awarded the construction contract to a joint venture of Frontier-Kemper Constructors Inc. and Deilmann-Haniel GmbH. The joint venture chose a 4.6 m (15.1 ft) Main Beam Robbins TBM to bore the mining tunnel.
Geology
The Lower Kalamazoo geology is quite complex, consisting of orebodies, porphyry, and granodiorite. The tunnel route includes numerous faults and dikes — it passed through the San Manuel fault six times and the Virgin Fault five times. Much of the rock had been weakened by hydrothermal metamorphosis.
TBM
Robbins designed the new hard rock Main Beam TBM specifically for the geological conditions. The 4.6 m (15.1 ft) diameter cutterhead could reverse rotational direction to prevent jamming when it encountered fractured rock. The machine also featured thirty-three 17 inch (432 mm) backloading disc cutters for greater safety.
The TBM had an installed power of 1,260 kW (1,690 hp) and could generate a cutterhead thrust of 8,558 kN (1,924,000 lb). A torque of 2,969,911 N-m (2,190,494 lb-ft) could also be reached.
Additions to the TBM included roof drill fixtures, and a ring beam erector.
The back-up system extended 120 m (394 ft) on 16 rail-mounted desks behind the TBM. The unit housed electrical supply and control systems, the hydraulic power pack, and auxiliary equipment.
Muck was loaded onto a back-up conveyor and then transported by three trains of muck cars. The track also included a California switch.
Tunnel Excavation
 Boring began on November 11, 1993 in a specially prepared concrete chamber. There were no major problems crossing the San Manuel Fault, but wet clay at the Virgin Fault resulted in slow boring. The TBM continued to encounter soft clay and crumbling ground.
Boring began on November 11, 1993 in a specially prepared concrete chamber. There were no major problems crossing the San Manuel Fault, but wet clay at the Virgin Fault resulted in slow boring. The TBM continued to encounter soft clay and crumbling ground.
Robbins and the contractors added several features to the machine to optimize performance. They increased muck flow through the cutterhead, increased cutterhead torque, and added additional rock support to the tunnel. After the initial modifications, TBM performance greatly improved. Daily advances tripled to 22.94 m (75.3 ft) per day for the first 15 months of boring and the machine averaged more than 30 m (98.5 ft) per day for the rest of the project.
The TBM stayed on schedule and holed through on December 4, 1995.